
.png)

Technologies




 Worldwide
Worldwide
 Italia
Italia
 United Kingdom
United Kingdom
 Россия
Россия
 France
France
 中国
中国
 Asia
Asia
 Deutschland
Deutschland
 España
España
 Schweiz
Schweiz
 North America
North America
 India
India
 Australia & New Zealand
Australia & New Zealand
 Türkiye Cumhuriyeti
Türkiye Cumhuriyeti
 Middle East
Middle East
 Brasil
Brasil
Kimball International on the Leading Edge
Customer:
Kimball International
City:
Santa Claus, IN
Country:
United States
Website:
www.kimballinternational.com/
Product:
INSIDER FTT
Coupled with a dedication to continuous improvement, the Santa Claus facility is poised for ongoing productivity enhancements and management flexibility that demonstrate Industry 4.0 at its best. According to Devillez, reaching their goals required complete buy-in from all stakeholders: from the C-Suite and engineering to industry suppliers and production employees. “What we’ve done is not proprietary,” said Devillez, “but it is unique.”

Background
The Santa Claus facility was originally a Sound Design plant that made television and speaker cabinets in the 70s. After acquiring the facility from Sound Design, Kimball manufactured TV cabinets there from the early 80s until 2005. “At one point we were producing a projection TV cabinet for Sony every 37 seconds,” said Devillez. “Technology shifted from wood and vinyl cabinets to plastic injected flat screens and eventually moved from the U.S. to Asia and other countries. For a while we started into stands for flat panel TVs but that did not last long. The competition was intense.”
Shortly thereafter the plant switched over to building office and hospitality furniture and components for other Kimball facilities.
A major part of the story at Kimball International was its ability to meet customers’ expectations for quality and on-time delivery without missing an order. “It needed to be seamless to the customer,” said Devillez.
“Our decision to invest in automation was fully supported by top management,” said Devillez. “However, the corporate edict was that business continuity must be maintained during implementation.”
Devillez said they had a townhall meeting to discuss the proposed changes. “It was important to allow our entire team to see what we were planning so that they could provide feedback.” Adam Werne, process engineering team leader, was responsible for keeping the project aligned with the company’s vision and strategies. Ivan Bland, process engineer, primarily focused on the Ardis software portion of the project that enables automation through data transformation.
Scott Berger, Director of Operations at Kimball International’s Santa Claus and Fordsville, Kentucky, plants concurs on the importance of getting the right process people aligned and onboard. “We brought in employees in every step of the process,” said Berger. “We continue to invest in our employees on the floor. And getting our continuous improvement people involved has been key. Our goal was to take the original footprint and get it into a more simplified flow.”
Kimball International challenged industry suppliers to meet the demands of their vision and today the company is reaping the benefits of committing to a robust Ardis Manufacturing Execution System (MES) and a customized Biesse FTT boring machine that enables the machining and insertion of specialized Lockdowel hidden fasteners. All three have played an integral role in getting Kimball International to where it is today.
Turning point
“We wanted to automate our material handling, machining and insertion of fasteners,” said Devillez. We went on a search for several months to find the companies that could help us. The turning point was our fastener decision as we wanted hidden fasteners for aesthetic reasons. More than just being a hidden fastener, we needed to be able to automate the process of machining and inserting the fastener. Of course, we also needed structural integrity that enables BIFMA testing standard compliance.
“Also, the fastener had to be glueless, and that knocked a lot of companies out of the running. Some companies told us that dowel and glue and case clamps was the only way. “We started narrowing down our choices and settled with Lockdowel. They designed two new fasteners that met our needs. The requirements for the fastener were: no glue, easy to automate, and it must be hidden.
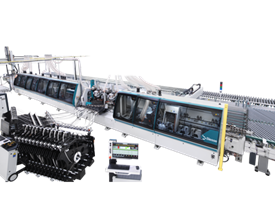
Biesse designed a three-station FTT boring and insertion machine to accommodate the use of the Lockdowel fasteners. “We worked with Biesse to redesign the FTT,” said Devillez. “They said, here’s how the machine works, now, how do you want it to work?” According to Rick Braun, president of Machine Solutions, which distributes Biesse America, the FTT is the only one of its kind in the world.
The FTT features close to zero set up time: It is fed continuously by a team of eight Giben panel saws. The FTT’s three stations work as follows:
Station 1 – CNC through-feed bore/rout: Processes two panels at the same time. The machine has four independent heads, each comprised of 32 vertical drills, four horizontal drills, one router and tool changer and four horizontal boring heads with 18 drills each.
Station 2 – CNC through-feed router: Processes two panels at the same time. The machine has four independent heads, each comprised of one router and tool changer that is specific to Lockdowel routing.
Station 3 – Horizontal hardware insertion: Inserts Lockdowel fasteners in two edges of panels simultaneously. The machine has four hopper feeders and insertion units
Deemed essential, the company never shut down in the early stages of the coronavirus pandemic. In fact, it stepped up to produce furniture as hospitals and care facilities were rushing to create new spaces. Kimball International’s Quick Response program offers a broad furniture portfolio that ships in 48 hours or delivers in 10 days or less.
The company utilizes ARDIS Perform MES software to optimize its production. The software provides real time intelligence for tracking parts, machine performance, and overall production status of orders. A Time Tracker is integrated into the process that allows management and all employees on the production floor to track orders and output. The company uses data from the MES software to incentivize employees to meet and exceed production goals. “We believe in incentivizing our employees,” said Devillez.
When optimizing, the Ardis software balances yield and cutting time to maximize value. This is achieved by keeping optimization batches as large as possible and reuse offcuts with Ardis Stock software. Cost optimization maintains the right balance between yield and cutting time. Kimball International regularly runs several monthly optimization analyses and comparisons to check the best optimization strategy is being used to ensure there is no yield reduction.
Tracking and Operator Guidance
The operators have a screen to log in and register their machine. Tracking happens via scanning. The operator can opt to scan the order traveler at once or the individual components. For the newer equipment, the logging happens automatically. At each moment an operator can see what has been done and what remains to be done. Also, when scanning a barcode, a picture of the part pops up telling the operator what is to happen. Every process step is closely monitored and guided so that fewer mistakes happen. Via this activity monitoring, employee time credits provide an incentive for good performance. Another innovative solution is the broken parts system. Using an easy scan or mouse click, an operator can report a part broken and reorder a new one. This process is completely automated and rework launches automatically. All this process is transparent and traceable.
Kitting
A critical step in each production process is the kitting or collating. In July, Kimball International started using the Ardis Perform kitting solution. The kitting solution limits work in process and maintains component sorting. When the MES detects a complete kit in the kitting area, regardless of the individual serial numbers, an automatic kit sheet prints, informing the operator of what must be picked and at which location.
Continuous Improvement
“There’s more to come,” said Devillez. In July, the company was working on the installation of a Biesse Stream MDS 2.0 Edgebanding/Sizing/Squaring line complete with material handling package, designed for “batch one” production at a high rate of speed. The company anticipates this line will do the work of three traditional edgebanders they currently run and improve the finish quality of the parts. This will eliminate a significant amount of time spent touching up parts at final inspection.
According to Devillez, the next piece of the puzzle will be robotics. “We’ve put the footprint in place to invest in automation and technology to improve the throughput, reduce our costs, maximize our material utilization, make jobs a lot better for our employees and improve the quality of our products. We’ve been able to successfully do all of this over a period of 18 months and not miss a single customer order which was the largest challenge that we had in front of us. Not shutting the plant down, continuing to run at a high level of on-time performance, all while changing the entire plant over was important. There isn’t a single piece of equipment in the facility that is sitting in the same place that it was sitting 18 months ago.
“The key thing is the process and how our people worked together on our vision. Kudos also to Biesse, Lockdowel and Ardis. This is mostly about how our people and industry partners came together to make it happen.”
From FDMC August 2020
We worked with Biesse to redesign the FTT. They said, here's how the machine works, now, how do you want it to work?


Machining and insertion of specially-designed Lockdowel fasteners is performed by a three-station Biesse FTT.
Great ideas need a great partner.
Discover how you can transform your business with Biesse by your side.