



 Worldwide
Worldwide
 Italia
Italia
 United Kingdom
United Kingdom
 Россия
Россия
 France
France
 中国
中国
 Asia
Asia
 Deutschland
Deutschland
 España
España
 Schweiz
Schweiz
 North America
North America
 India
India
 Australia & New Zealand
Australia & New Zealand
 Türkiye Cumhuriyeti
Türkiye Cumhuriyeti
 Middle East
Middle East
 Brasil
Brasil
In fabrication of plastics, many times there are questions of how best to process custom parts when the quantity is small. Injection molding may be the process of choice, for example, when the order quantity is greater than 10,000. So, how do you make a profit in smaller quantities?
ClickFold Plastics of Charlotte, North Carolina has some ideas on this that have been working very well for them. Recently I met with Patrick Oltmanns, CEO, and Glenn Harmon, Operations Manager, with ClickFold to see how they answer this question.
Typically, the jobs they receive start with a customer’s idea, part, or product that has been created using materials such as sheet metal. As all of us know, switching to materials such as ABS, PC, E-PVC or other plastics, can offer significant advantages for the customer in terms of esthetics, impact resistance, weight and last but not least eliminating the need for painting or powder coating.
Amortizing an injection molding or thermoforming tool over a run of less than 10,000 parts is usually cost-prohibitive. The problem with this process is that the customer may not want to take on an inventory of parts in higher quantities due to space or cash flow.
Another issue is that many times the design of a part needs to be altered or redesigned over time. Higher costs will be incurred for rebuilding the original mold to produce the new part.
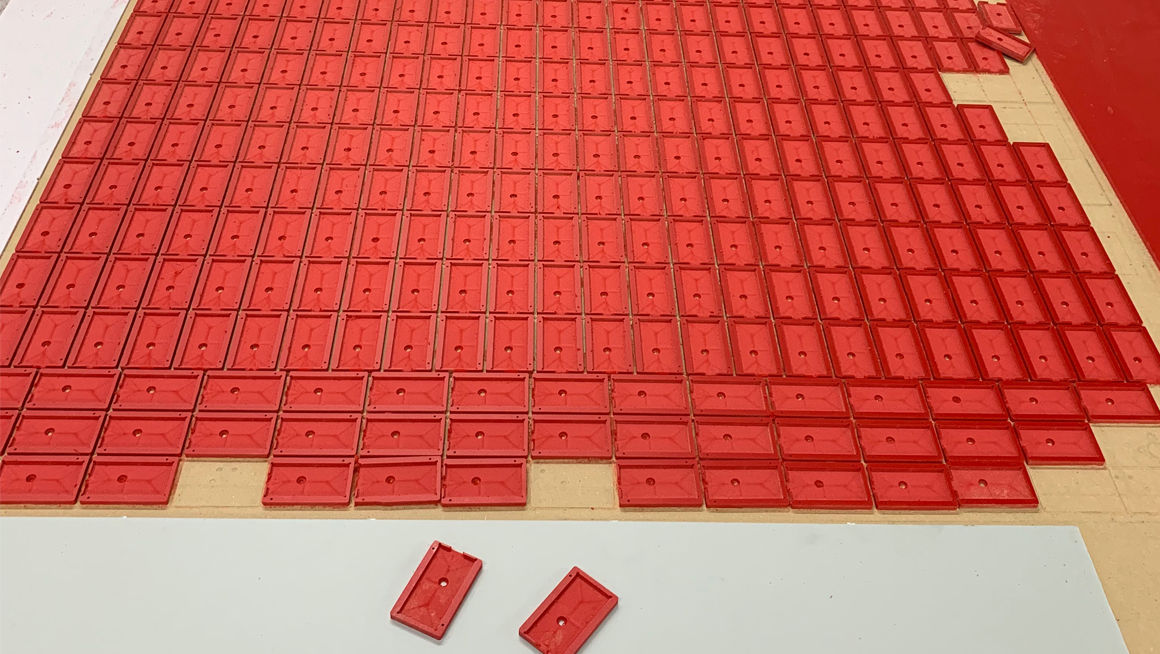
ClickFold can profitably process customized short run jobs. This is where their CNC routers step in and produce the parts at a much more competitive price, providing their customers with a manageable inventory and the flexibility to redesign the part as needed over time.
ClickFold can, for example, process as many as 400 parts from a 4’x4’ sheet. The challenge to this is that small parts normally don’t have enough surface space for the vacuum pump to hold them in place while routing. Vacuum pumps are rated according to vacuum pressure measured in inches of mercury (Hg), and volume of air (CFM).
On their 5’ X 10’ table, ClickFold uses 2 high volume vacuum pumps. Each pump provides 212 cfm for a total cfm of 424. This provides enough hold down force for keeping small parts in place during the routing process. There are also software design techniques in achieving this type of hold down with a process called tabbing, webcut, or onion skin. Not enough room here to explain this, so call me for more information.
Another application ideal for their routers is prototyping. Usually, prototypes are designed from flexible, easy to form materials such as clay and/or foam. Repeating or altering this design is tedious and time consuming. When the part is finalized, this cost has to be included with the production of each part. At ClickFold, CAD programs are used to design this, then sent to the router for actual production. Customers can have as many as needed, whenever needed. Redesign or additions can be made quickly for immediate approval and production.
Finding the right market, matching it with the right software and machine can be a challenge. This is just one example where a CNC is the right machine. There are many others.
About the Author: With more than 25 years of industry experience, Lance George currently serves as Plastics Division Sales Manager for Biesse.