
.png)





 Worldwide
Worldwide
 Italia
Italia
 United Kingdom
United Kingdom
 Россия
Россия
 France
France
 中国
中国
 Asia
Asia
 Deutschland
Deutschland
 España
España
 Schweiz
Schweiz
 North America
North America
 India
India
 Australia & New Zealand
Australia & New Zealand
 Türkiye Cumhuriyeti
Türkiye Cumhuriyeti
 Middle East
Middle East
 Brasil
Brasil
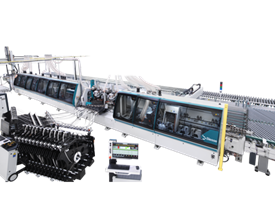
Process Definition
Miter folding, as a CNC process, consists of machining an angle on a flat panel so that the newly machined area can be folded on itself with an adhesive binder. The result can form a continuous edge along the surface of the material which creates the illusion of a solid material. Alternatively, it could be used as a construction method for coverings or other geometric elements.
Process Approach
As with any manufacturing method there are multiple ways to achieve the same result. In terms of work piece support, since accuracy is key, it is recommended to fixture the panel through vacuum on a well-supported spoilboard. This is most easily achieved by using a flat table CNC, but a pod and rail style can be modified to properly support the panel. When it comes to the actual machining, industry standards recommend three main approaches to miter folding on a CNC which can be applied to both pod and rail CNCs or the recommended flat table CNC.The first approach is the simplest, and the simplicity makes it a great option for low volume parts or case by case requests. It uses v-bit tooling to create the groove in the panel which then can be folded. Set up time is minimal, and the tool can be inserted into your standardized cone and collet system on your existing 3-axis CNC. Some tips when using this method are to use insert tooling and accurately measure the length of the tool so the depth can be precisely programmed giving the highest quality results. However, there are some disadvantages to using this method, too. The most obvious one has to do with the rotational speed of the tool and the geometry of the tool. The rotation of the tool is fixed a certain rpm which, according to the physical geometry of the tool, dictates that location A is going to rotate faster than location B in the figure below.

This means that the cutting speed for the tool (at some point along the edge, especially at the point where theoretical tip speed is 0) must be compromised for the material that it is working thus reducing the life span of a given tool. Hence, the previous recommendation to use insert tooling (as shown in the picture) to reduce the cost associated with this approach.
The second approach is to use an aggregate, or an additional device that combines a series of gears to produce otherwise unobtainable machinings with the normal connection method to the main spindle. The advantage of an aggregate is that now there is no longer coaxial rotation about the spindle center, but the rotation can be redirected sideways so that a dedicated blade can be used to create the groove

This blade’s difference in tip speed is negligible from the top of the cutting edge to the bottom of the cutting edge which prolongs the life of the tool since it can run within the acceptable speed that is required of the material it is machining. With this tool, one can achieve greater productivity in terms of speed and total throughput due to the speeds that the tool can effectively cut material. The disadvantage with this approach comes when one wants to cut different angles than the tool that is in the aggregate. This can also be the case for the first method with the dedicated tooling but there is also to mention that replacement tooling or diversifying your tooling, costs less for v-bits than it does for the saw blades that this aggregate uses. One approach would be to have the high-volume angles done by a saw blade, but then additional v-bit tooling set up for lower production products. Finally, if the aggregate needs to be rotated about the c-axis (the axis in line with the spindle) so as to create grooving in both coplanar to the table directions, then a c-axis would need to be on the machine or retrofitted.

The third, and final, approach that is common is using a 5-axes CNC. 5-axes CNCs sometimes carry with them a certain perceived price point and operator skill level, but manufacturers are making 5-axes programming more and more approachable and at the same time, more and more affordable. Miter folding is yet another application that is most efficiently performed on a 5-axes. Similar to the aggregate method, a dedicated saw blade can be used to create a fixed angle machining, or a more traditional saw blade can be used to create any angle (like α or β below) in the book. Again, there are optimizations in terms of tools used to get the most out of the number of tool spots occupied on the machine while still maximizing the life of each tool.

Conclusion
These are the three most common ways to miter fold on a CNC. Each have their own benefits and caveats, but they should all be accessible to any modern CNC installed today. Taking the time to do a little research and develop a product line can be the difference between your CNC sitting idle while you wait on the next job or continuing to generate revenue for your business and allow you to reap the returns on your investment. For additional information, contact …This is one part of a full series of information to assist you in utilizing your CNC Machine in the most efficient way. If you would like to view more articles on this series CLICK HERE