
.png)





 Worldwide
Worldwide
 Italia
Italia
 United Kingdom
United Kingdom
 Россия
Россия
 France
France
 中国
中国
 Asia
Asia
 Deutschland
Deutschland
 España
España
 Schweiz
Schweiz
 North America
North America
 India
India
 Australia & New Zealand
Australia & New Zealand
 Türkiye Cumhuriyeti
Türkiye Cumhuriyeti
 Middle East
Middle East
 Brasil
Brasil

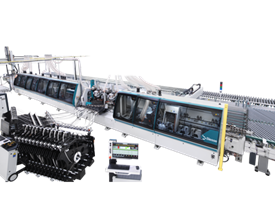
How the Right Spoilboard Prep Optimizes Vaccuum
Manufacturers that work with nesting CNC routers depend on optimal vacuum to hold down their parts firmly and consistently. Dependable hold-down capability is crucial to all jobs, but especially those that involve cutting smaller parts. Optimizing machine performance depends on knowing what it takes for vacuum-pumped air to permeate your machine’s table and the MDF spoilboard that protects it.
Optimizing vacuum starts with understanding the advantages of having a router with a phenolic table. A phenolic table’s matrix is essentially a rubber gasket that can be used to isolate the zones of the table you need to use. By accessing holes in the phenolic surface and the grooves between them, the vacuum pump under the machine can spread vacuum suction evenly around the table or through specified zones. So if you have a 5’x 10’ table, but you are working with a 4’x 8’ piece, the controller keeps the vacuum within that 4’x 8’ section of the table. Instead of creating suction where it is wasted, the machine concentrates the full power of the vacuum pump exactly where it is needed to maximize hold-down effectiveness. CNC routers can have 2-to-8+ zones to help optimize and isolate vacuum.
Preparing the spoilboard
The integrity of the phenolic table is protected by a spoilboard made of MDF, typically with a ¾-inch depth. An MDF spoilboard is instrumental in creating a table that is perfectly flat and in providing the best cutting surface. But raw MDF comes sealed, preventing vacuum from passing through it.
The first step in optimizing vacuum is to make a .5 mm flycut on both sides of the raw MDF. This flycutting makes the board open and porous enough to accept the vacuum. When you are working with nesting cells, bolting the spoilboard to the table ensures that the sweeping arm that pushes the parts forward can’t displace it.
Maintaining the spoilboard
Programming the router to cut 0.1 mm in depth is what it takes for parts to be cut and divided correctly. But grooves often left from 0.1 mm cuts on the spoilboard can be a problem, especially when you have different runs with vastly different nesting. As they become more numerous, these grooves can compromise the table’s perfectly flat surface, and the vacuum’s ability to hold down the next run of parts.
At this point, optimizing vacuum requires a second step: flycutting your spoilboard again. Fortunately, when you have an automated machine, it picks up the right tool for flycutting and handles the job for you quickly and easily. This “maintenance flycutting” may need to be done twice a day, especially if you are working with small pieces. With repetitive flycutting, a spoilboard typically needs to be replaced with a new one after 20 or 30 days.
Additional techniques for optimizing vacuum
Edge Sealing: Since vacuum can leak out from the edges of the spoilboard, you can also consider sealing the side edges of a new board with tape, paint or a special form of sprayed shellac that dries in a couple of minutes. This is a good option if you are cutting parts that are typically 12-inches by 12-inches. With smaller parts, anything you can do to aid vacuum hold-down can help your productivity and outcomes.
Onion Skinning: Two passes, instead of one, are typically needed to cut smaller parts, which results in more grooves left in the spoilboard and more loss of vacuum. To optimize vacuum, you can leave a “skin” of 1 millimeter during the first pass. This process, called “onion skinning,” serves to preserve vacuum, prevents part movement, and creates less force when you divide the part.
Tabbing: Tabbing involves leaving a “tab” or “bridge” between the parts, instead of completely separating each part from the material. At the end of the process, you break these 1-milimeter thick tabs to remove the part. If the parts are visible in the final product and need clean edges, you must manually smooth the breaks or add a sanding operation. Onion skinning may often be the preferable technique from a time and labor standpoint.
Focusing your attention on the preparation and maintenance of the spoilboard that protects your processing center’s table can make a difference in performance and customer satisfaction, shift-after-shift, day-after-day and year-after-year.